碱脆和碱性应力腐蚀破裂ASCC
碱脆及ASCC
引用来源: GB/T
20801.2-2020(C.5.2)
碱脆(Caustic Embrittlement)
输送中高浓度Na0H或其他强碱性流体的碳钢管道将产生应力腐蚀破裂(晶间裂纹),俗称“碱脆”,碱脆随碱液浓度和温度提高而加剧。
温度<46℃,一般不会发生碱脆;46℃~82℃,随Na0H质量分数升高而加剧;>82℃时,仅当Na0H农度<5%时才不发生碱脆,但易发生碱液蒸发浓缩,故而仍存在碱脆的风险。
碱脆经常出现在未作消除应力热处理的焊缝附近,因此620℃以上的PWHT和防止过热可相应扩大碳钢在碱液中的适用范围。
碱性应力腐蚀破裂(Alkaline Stress Corrosion Cracking ASCC)
碳钢除上述在苛性钠中发生的碱脆以及下列酸性介质中的氢致应力开裂外,还存在着在下列介质中发生多种碱性应力腐蚀破裂的风险:
a)常温或低温无水液氨;
b)醇胺液(常用于脱硫、脱C02);
c)碱性碳酸盐-酸水溶液(气体净化系统)
碳钢、低合金高强度钢的ASCC,与残余应力、介质的组成和浓度(包括反应物杂质副反应污染)与特定的温度区间有关。通常裂纹位于焊接热影响区,许多硬度达标的焊接接头还是会发生ASCC。
为此,与酸性介质中发生SCC归因于氢致开裂不同,对于ASCC的机理,目前倾向归因于过高的焊接或冷变形残余拉应力存在,致使材料在特定的弱碱性(含有H2S、C02、NH3、02、氯化物、氰化物)腐蚀环境中形成的钝化膜滑移破裂,而使失去钝化膜保护的裸露金属快速局部腐蚀所致。因此PWHT就成为控制ASCC的关键措施,而控制硬度反成多余。
实践表明,对于常用的碳钢、碳锰钢,规范规定的600℃的PWHT温度还不足以把焊接热影响区的残余应力峰值降低到免除ASCC的阈值。应采用更高的620℃~650℃的PWHT。对于如碳酸盐溶液管道系统的局部热处理,还需把PWHT温度提高至650℃~660℃。
对策主要为限制使用高强钢(但一般不必控制硬度)、冷变形和采用较高的温度进行PWHT。对于液氨引起的SCC避免02(空气)污染或加入0.2%水也可有效地控制SCC。
引用来源:
HG/T20581-2020
对Na0H溶液中使用温度的限制是根据美国NACE调查报告NACESP0403-2015和有关单位工程设计标准制定的。温度在46℃到沸腾温度之间时,碳钢设备中Na0H浓度大于5%时就可能会发生应力腐蚀开裂。无论温度是多少,当浓度低于2%(质量分数)时,可以选择不对碳钢进行焊后热处理,也有一些人在低于浓度5%(质量分数)的时候都不进行处理。但是,当整体浓度不高,但有局部浓缩情况下(如在停工期间直接进行蒸汽吹扫),整体的浓度在(50~100)x10^-6时,浓缩区域也会发生Na0H溶液应力腐蚀。避免局部浓度过高导致腐蚀的方法是避免偏离泡核沸腾( departure from nucleate boiling,DNB),保证内表面与腐蚀性物质的隔离。
碳钢所有的焊接接头、冷成形的弯管和热交换器的弯管段如果工作环境在B区,则需要进行消除应力热处理。
即使整体环境在A区,但一些有伴热设备中的局部位置的温度可能会达到B区温度。如果不能做好严格的温度控制,碳钢焊接接头和弯管也需要进行消除应力热处理。
Na0H溶液腐蚀环境下,不提前做水洗的出蒸汽的设备和管道也需要做消除应力热处理。一些报告中认为提前做水洗能够有效防止Na0H应力腐蚀开裂。
使用介质为液氨应力腐蚀环境:
1)介质为液态氨,含水量≤0.2%,且有可能受空气(02或C02)污染的场合
2)工作温度高于-5℃。
在液氨应力腐蚀环境中使用的碳素钢和低合金钢(包括焊接接头)应符合下列要求:
1)材料要求及限制按6.8.2(在I类湿H2S腐蚀环境中使用的碳素钢及低合金钢的要求)中第2款第1)~6)项
2)焊接的要求按6.8.2中第4款第1)~5)项;
3)焊后热处理或采用硬度不大于185HBW的焊接工艺施焊。
引用来源: SH/T
3059-2012
液氨应力腐蚀环境下,管道选用的材料应符合下列要求:
a)对于20、Q345等钢应符合下列项之一:
1)焊后应进行消除应力热处理
2)焊接接头(包括热影响区)的硬度值应小于或等于HB185;
b)对于15MnV、18MnMoNb等低合金钢,焊后应进行消除应力热处理。
钢材在Na0H溶液中的使用限制
Na0H溶液温度超过46℃到沸点时,碳素钢及低合金钢制设备或管道易发生碱应力腐蚀开裂.可按下图进行选材.
碳素钢及低合金钢,在温度和Na0H溶液浓度(质量分数)位于图中的A区时,不需要进行消除应力热处理,但伴热管线、介质可能存在浓缩时的焊接接头应进行消除应力热处理。开停工或检修期间应采取水冲洗,不得进行蒸汽吹扫.
位于图中的B区时,碳素钢和低合金钢焊接接头、冷加工弯管应进行消除应力热处理,热处理温度宜为600℃~650℃,保温时间2.4min/mm,且不应少于1h.
位于图中的C区时则应选用镍合金
位于图中的D区时,沸点以下不论温度为多少,碳素钢和低合金钢焊接接头均可不进行消除应力热处理.
盛装Na0H溶液介质的碳钢及低合金钢焊制化工容器壳体用钢板的腐蚀裕量不应小于3mm
盛装KOH溶液介质的碳钢及低合金钢焊制化工容器、管道的选材,参照Na0H的选择图.

图:钢材与碱液选择图
300系列奥氏体不锈钢的NaOH应力腐蚀开裂
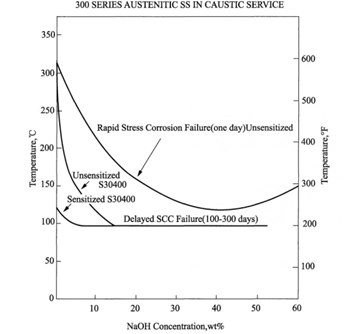
图:300奥氏体不锈钢在碱液中的SCC